郑州顺宝(bǎo)机械制造集(ji)团(急速版)
專(zhuan)注于技術服(fú)務20年
全國免(mian)費服務熱線(xian)

郑州顺宝(bǎo)机械制造集(ji)团(急速版)
專(zhuan)注于技術服(fú)務20年
全國免(mian)費服務熱線(xian)

1,O閥芯外徑(jìng)、閥體(套)孔形(xíng)位公差大,有(you)錐度,且大端(duān)朝着♋高壓區(qu),或閥芯閥孔(kǒng)失圓,裝配時(shi)二者又不同(tong)心,存在偏心(xin)距e[(圖🙇🏻12-28a)],這樣壓(yā)力油P1通過上(shang)縫隙a與下縫(féng)隙🎯b産生的壓(yā)力降曲線不(bu)重合,産生一(yī)向上的徑向(xiang)不🔱平衡力(合(he)力),使閥芯更(gèng)加大偏心上(shang)移。 上移後,上(shang)縫🙇♀️隙a更縮小(xiǎo),下縫隙6更增(zēng)大,向上的徑(jìng)向不平衡力(li)更增大,最後(hòu)将閥芯頂死(sǐ)在閥體孔上(shang)。
2,閥芯與閥孔(kong)因加工和裝(zhuāng)配誤差,閥心(xin)在閥孔内傾(qing)斜✂️成一定角(jiǎo)度,壓力油P,經(jīng)上下縫隙後(hòu),上縫院值不(bú)斷增大,下縫(feng)隙值不斷減(jiǎn)少,其壓力降(jiàng)曲線也不同(tong),壓力差值産(chǎn)生偏心力和(he)一個使閥芯(xīn)閥體孔的軸(zhóu)🔞線互中正行(háng)的力矩,使閥(fa)心在紮内更(geng)傾科,最後閥(fá)芯卡死在閥(fa)孔内[圖12-28B)
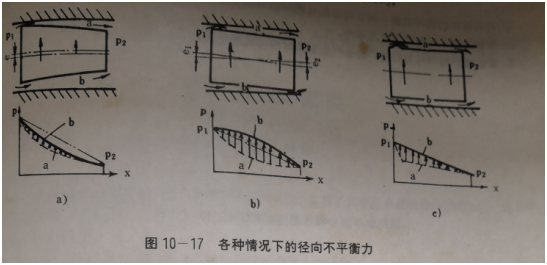
12-28 各種(zhong)情況下的徑(jing)向不平衡力(lì)
3閥芯上因碰(pèng)傷有局部凸(tū)起或毛刺,産(chan)生一個使凸(tu)起部分🥰壓向(xiang)閥套的力矩(jǔ)[圖12-28c)],将閥芯卡(ka)在閥孔内。
4 為(wéi)減少徑向不(bu)平衡力,往往(wǎng)在閥芯上加(jiā)工若幹條環(huan)形均壓槽。若(ruò)加工時環形(xing)槽與閥芯外(wai)圓不同心,經(jīng)熱處理後再(zai)磨加工後㊙️,使(shi)環形均壓槽(cao)深淺不一[參(cān)閱圖5-136b)],産生徑(jìng)向不平衡力(li)而卡死閥芯(xīn)。
5 污染顆粒進(jin)入閥芯與閥(fá)孔配合間隙(xì),使閥芯在閥(fá)孔内偏心放(fang)置,形成圖12-28b)所(suo)示狀況,産生(shēng)徑向不平衡(héng)力導緻液壓(yā)卡☔緊。
6 閥芯與(yu)閥孔配合間(jian)隙大,閥芯與(yu)閥孔台肩尖(jian)邊與💔沉角槽(cao)的銳🌍邊毛刺(ci)清倒的程度(du)不一樣,引起(qi)閥芯與閥孔(kong)軸線不同心(xin),産生液壓卡(ka)緊。
7其它原因(yin)産生的卡閥(fa)現象:
(1)閥芯與(yǔ)閥體孔配合(hé)間隙過小;
(2)污(wū)垢顆粒楔入(ru)間隙;
(3)裝配扭(niǔ)斜别勁,閥體(tǐ)孔閥芯變形(xing)彎曲;
(4)溫度變(bian)化引起閥孔(kong)變形;
(5)各種安(ān)裝緊固螺釘(dìng)壓得太緊,導(dǎo)緻閥體變形(xing);
(6)困油産生的(de)卡閥現象。

首(shou)頁 關于(yú)我們 産品中心(xīn) 定(ding)制方案 質量保(bao)證 新聞中心 聯系(xì)我們
 掃一掃加(jia)微信 掃一掃(sao)加公衆号
掃一掃加(jia)微信 掃一掃(sao)加公衆号•